




Оставьте заявку
на расчет стоимости
на расчет стоимости
Меню сайта

Группа цветных металлов включает латунь, медь, серебро, золото и алюминий. У них есть такие свойства, как легкость и высокие показатели проводимости. Алюминий не покрывается ржавчиной и устойчив к коррозии, как это делают железо и сталь. Его высокая гибкость также уменьшает отходы.
Из алюминия делают буквы и таблички при производстве рекламы, отделочные элементы в машиностроении. Его используют в строительстве и при производстве мебели и осветительных приборов.
Алюминиевые детали (и элементы из его сплавов) отличаются высокой пластичностью, хорошей теплоемкостью, электропроводностью и устойчивостью к коррозии из-за образования оксидной пленки на поверхности.
Популярный сплав дюраль используют в автомобилестроении и авиастроении. Дюраль – это соединение из меди и алюминия. Другой важный сплав — силумин применяют в разных технологических процессах. Для получения силумина в алюминий добавляют кремний. Марганец при добавлении к алюминию значительно увеличивает его устойчивость к коррозии. Сплавы металла с другими химическими элементами отличаются эластичностью и гибкостью материала.

Алюминием заменяют стальные элементы в каркасах и узлах машин. Повышенная алюминиевая электропроводность сплавов металла обеспечивает стойкость в работе и срок службы проводов в электротехники.
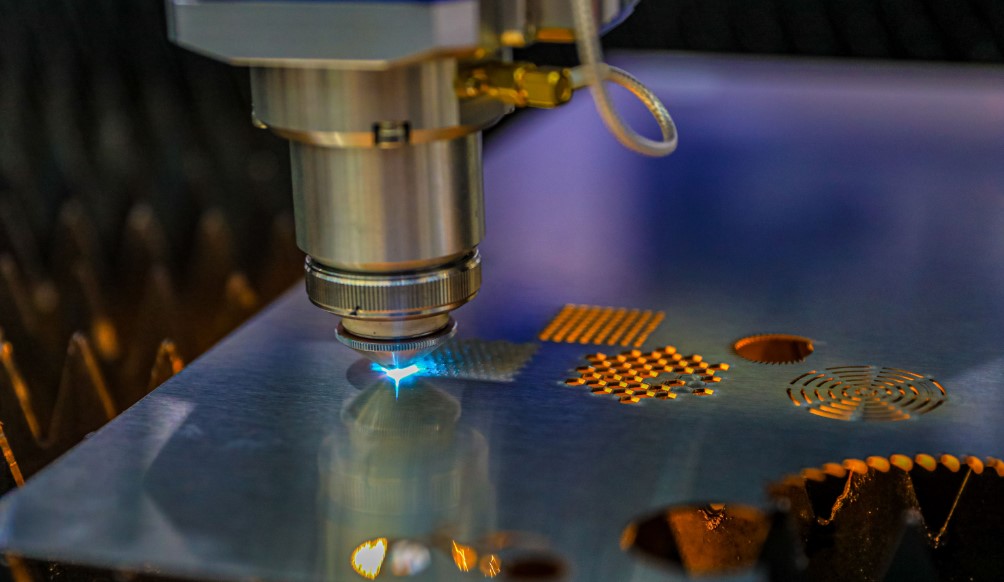
Для резки тонколистовых цветных металлов применяют как CO2-лазеры, так и волоконное оборудование. CO2-аппараты требуют защиты оптической системы от отраженного излучения, что достигается нанесением специального покрытия на материал. Волоконные станки разрезают цветные металлы без таких защитных покрытий, что упрощает производство.
Обработка алюминия возможно и другими способами: плазменной, гидроабразивной и механической резками. Лазерная резка, в сравнении с традиционными методами, обеспечивает значительно более быстрое время обработки и гладкость реза: плоскость получается ровной, без заусенцев и других дефектов, что часто исключает дополнительную шлифовку или полировку.
Возможности конкретного метода резки металла определены толщиной металлопроката, требуемой четкостью и производительностью.
Результаты лазерной резки зависят от концентрации мощности излучателя. Например, станок с мощностью 6000 Вт способен разрезать алюминиевые пластины толщиной до 16 мм, а станок мощностью 4500 Вт – до 12 мм. Однако следует учитывать, что обработка лазером обходится дороже, чем резка других материалов, из-за высокого коэффициента отражения алюминия, требующей увеличенного времени работы и энергопотребления.

Процесс лазерной резки основан на воздействии высококонцентрированного луча, который прогревает обрабатываемую поверхность до температуры плавления и испарения.
Время и качество резки зависят от концентрированности лазерного луча, фокусного расстояния, скорости перемещения головки и типа излучателя (CO2 или волоконный). Время обработки металла увеличивается вместе с повышением отражательных способностей металла. Этот же показатель может влиять на чистоту реза, требуя изменения свойства резки для достижения нужного результата.
Существует три основных типа станков для резки: лазеры на углекислом газе (CO2-резаки), волоконные и с ламповой накачкой (включая YAG-станки).
Однако, точность резки CO2-станками существенно снижается при обработке алюминия из-за его высокого отражения: большая часть энергии отражается от поверхности, что приводит к недостаточной мощности для эффективного плавления и испарения материала. Для компенсации этих потерь используют CO2-станки высокой мощности и частоты, которые быстро нагревают плоскость металла.
Волоконные лазеры показывают значительно более высокую производительность в резке, уменьшая время обработки. CO2-лазеры с такой же мощностью обрабатывают втрое дольше.
Волоконные и YAG-лазеры чаще применяют в резке алюминия и других металлов, таких как нержавеющая и углеродистая сталь, из-за экономии и своей распространенности. Тем не менее резание волоконными или YAG-станками очень толстых алюминиевых пластин может быть затруднена из-за высокой отражательной способности материала.
Для качественного и равномерного реза, используют защитный газ – азот. Он не окисляет кромку реза, сохраняя цвет и свойства сырья, и обеспечивает более чистый и эстетичный результат.
Выбор типа аппарата и параметров обработки определяется толщиной алюминиевой пластины, требуемым качеством реза и экономическими соображениями.
Выбор лазерного резака требует комплексного анализа нескольких основных факторов: чистоты реза, времени работы и цены.
работу с толстыми листами. Даже с использованием волоконных и YAG-лазеров, максимальная толщина обрабатываемого материала ограничена. Ориентировочно, лазер мощностью 2000 Вт разрезает алюминий толщиной 6-8 мм, 4000 Вт – 12 мм, а 6000 Вт – 16 мм. Волоконные резаки обеспечивают более высокое качество реза алюминиевых листов, но алюминий чувствителен к высоким температурам и склонен к образованию заусенцев, требующих оптимизации параметров резки.
производства. Быстрая скорость обработки чревата некачественным резом с образованием заусенцев, а слишком низкая – к появлению трещин и неровностей. При сравнении волоконных и YAG-аппаратов одинаковой мощности, волоконные резаки обычно более скоростные.
(например, механической резкой или гидроабразивной). Сравнение волоконных и YAG-резаков показывает, что волоконные резаки первоначально дешевле в эксплуатации. Однако, высокая отражательная способность металла изнашивает волоконный станок. Поэтому резка YAG-аппаратом может быть в итоге более выгодной.
Выбор между волоконным и YAG-резаками основывается на балансе между начальными инвестициями, сроком службы оборудования и объемом запланированных работ.

Процесс резки лазером предполагает следующие этапы:
Чистота и тип используемого газа влияют на качество лазерной резки. Чаще всего применяют две основные технологии: резка в кислородной среде низкого давления и в инертной аргоновой или азотной среде высокого давления.
Выбор газа зависит от обрабатываемого металла и требуемым качеством реза. Для резки тонких алюминиевых листов (например, 1,6 мм) можно использовать как азот, так и сжатый воздух. Однако, использование азота обеспечивает более шлифованный и ровный срез по сравнению с воздухом, который может оставлять небольшой слой шлака.
В лазерных станках применяют следующие вспомогательные газы:
- Газы выполняют вспомогательные функции при резке:
- Охлаждение: воздух и азот понижают температуру режущей головки.
- Удаление частиц: выдувают расплавленный металл и другие продукты резки из зоны обработки.
- Защита оптики: предотвращают попадание расплавленного металла и шлака на линзу, продлевая срок ее службы.


Обновлен:
13.07.2022

 Позвонить
Позвонить