






Оставьте заявку
на расчет стоимости
на расчет стоимости
Меню сайта
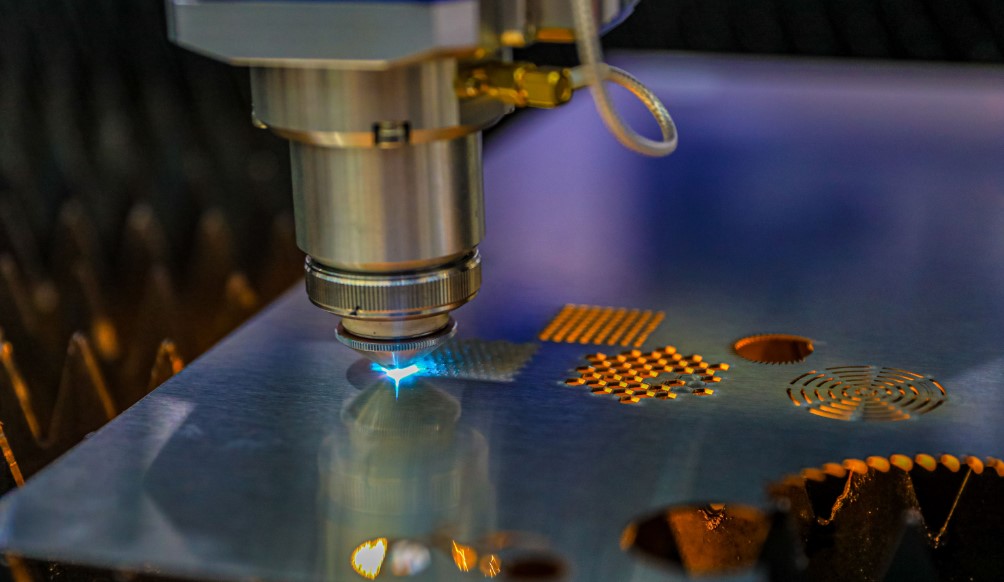
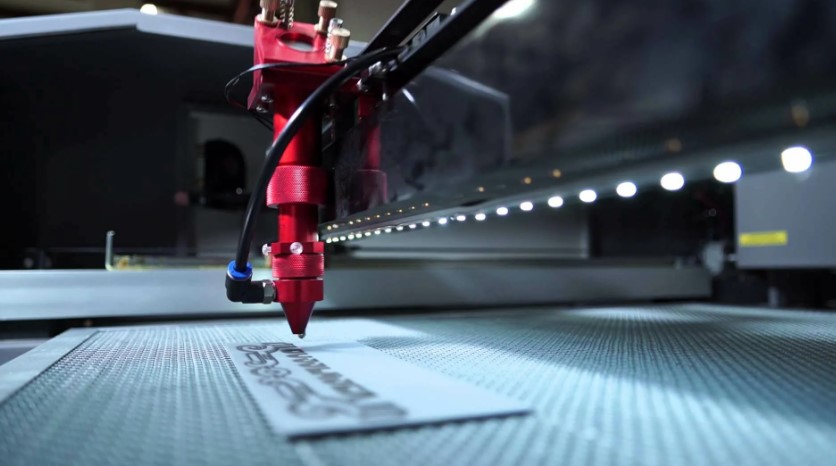
Лазерная резка металла зависит не только от самого оборудования, но и от выбранного вспомогательного газа и точной настройки параметров процесса. В этой статье мы детально рассмотрим параметры, влияющие на выбор газа для обработки, и как этот выбор отражается на результате.

Вспомогательные газы используют в лазерной резке благодаря своим функциям:
Выбор вспомогательного вещества существенно влияет на качество и характеристики конечного результата лазерной обработки. Его воздействие проявляется в нескольких параметрах:
Вспомогательный газ выделяется вместе с лучом лазера через сопло в волоконных и CO2-лазерах. Он убирает остатки горения с обрабатываемой поверхности. Их выбор зависит от типа и толщины обрабатываемого сырья:
Азот применяют в лазерной резке для защиты металла от окисления. Для необходимого результата требуется высокое содержание азота, поскольку даже незначительное присутствие кислорода изменяет цвет и свойства кромки.
Резка азотом требует более мощного лазерного оборудования, более высокого давления газа и точного фокусирования лазерного луча. При этом может получиться более широкий рез. Концентрация азота важна для устойчивости металла к коррозии.

Хотя азот химически активен и принимает участие в реакциях: он не горюч и не окисляет металл, в отличие от кислорода или воздуха. Это предотвращает окисление и образование окалины на кромке реза. Азот эффективно убирает расплавленный металл из зоны обработки, оставляя его химически неизмененным.
Азотную резку применяют для обработки многих видов металлов, включая нержавеющую сталь, алюминий и его сплавы, высоколегированные стали, никель, латунь и черные металлы никель.
Преимущества азотной резки: чистая кромка, стойкость к разрушению, отсутствие перегревания и накала. Это обеспечивает высокое качество поверхности для дальнейшей обработки, например, покраски.
Азот обычно хранят в криогенных емкостях (газификаторах), где он хранится в жидком виде.
Кислород эффективен для обработки углеродистых, низколегированных сталей и других черных металлов. Однако его окислительные свойства делают его непригодным для сырья, требующего высококачественной, не окисленной кромки, например, перед покраской. Поэтому кислород используют, когда поверхность реза не требует высокой степени чистоты и защиты от коррозии.
Взаимодействие кислорода с металлом выделяет дополнительное тепло. Это значительно ускоряет производство и повышает его эффективность по сравнению с использованием инертных газов.

Однако, этот же окислительный процесс образует окалину на кромке реза. В случае чёрных и низколегированных сталей это контролируется. Окисная плёнка относительно тонкая и не сильно влияет на свойства материала. Для других металлов (нержавеющая сталь, алюминий и др.) окисление приводит к ухудшению качества реза и появлению нежелательных дефектов.
Таким образом, кислород подходит для тех материалов, где образование окисной пленки на кромке реза не является критичным. Для более требовательных поверхностей лучше применять инертные газы или азот.
Альтернатива применения азота и кислорода – сжатый атмосферный воздух. Компрессорная установка выделяет воздух под необходимым давлением в лазерную головку.
Поскольку воздух — это смесь газов (примерно 80% азота и 20% кислорода). При воздействии лазерного луча азот расплавляет металл и кислород окисляет его одновременно. Происходит дополнительная экзотермическая реакции и повышается температура.
Однако, воздушная резка имеет ограничения. Из-за присутствия кислорода она не подходит для получения высококачественного реза с чистой кромкой в заготовках толщиной более 3 мм. Образование окисной пленки ухудшает свойства материала. Воздушная резка оптимальна для тонколистового металла толщиной около 1-1,5 мм. При работе с атмосферным воздухом давление в компрессоре достигает 10 бар.
Обрабатывать лазером с воздухом можно черные металлы, нержавеющую сталь и алюминий, но с учетом ограничений по толщине листа и требования к качеству кромки. Для более толстых листов или при требовании высокого качества реза лучше использовать азот или инертные газы.
Распространенное суждение о том, что лазерная резка со сжатым воздухом — это экономичный и простой метод, является заблуждением.
Хотя первоначальные инвестиции могут показаться небольшими (покупка компрессора), на производстве возникают значительные скрытые расходы, которые часто не учитываются производителями.
Для эффективной воздушной резки необходима не только сама компрессорная установка, но и дорогая система очистки сжатого воздуха, цена которой превышает стоимость компрессора.
Требуется регулярное и дорогое техническое обслуживание компрессора (замена масла), а также замена фильтрующих элементов, сбои в работе которых приводят к простоям в производстве и дополнительной очистки системы.
Поэтому полная цена владения системой воздушной обработки заметно выше, чем кажется.
Гелий и аргон — инертные газы, не вступающие в химические реакции с расплавленным металлом и продуктами горения.
Они эффективно убирают при обработке все активные газы, предотвращая окисление и другие нежелательные реакции.

Инертные газы лучше всего показывают себя в работе с материалами, склонных к образованию оксидов. Например, титана, где использование азота может проявить нежелательных соединений и ухудшить качества реза.
Инертные газы стоят больше азота, поэтому их применяют в тех случаях, когда другие способы не обеспечивают необходимого качества реза или защиты от окисления.



Обновлен:
13.07.2022

 Позвонить
Позвонить