













Оставьте заявку
на расчет стоимости
на расчет стоимости
Меню сайта


Серийный или штучный выпуск деталей на заказ
Разработка чертежной документации и проектирование
Изготовление любого объема продукции в минимальные сроки
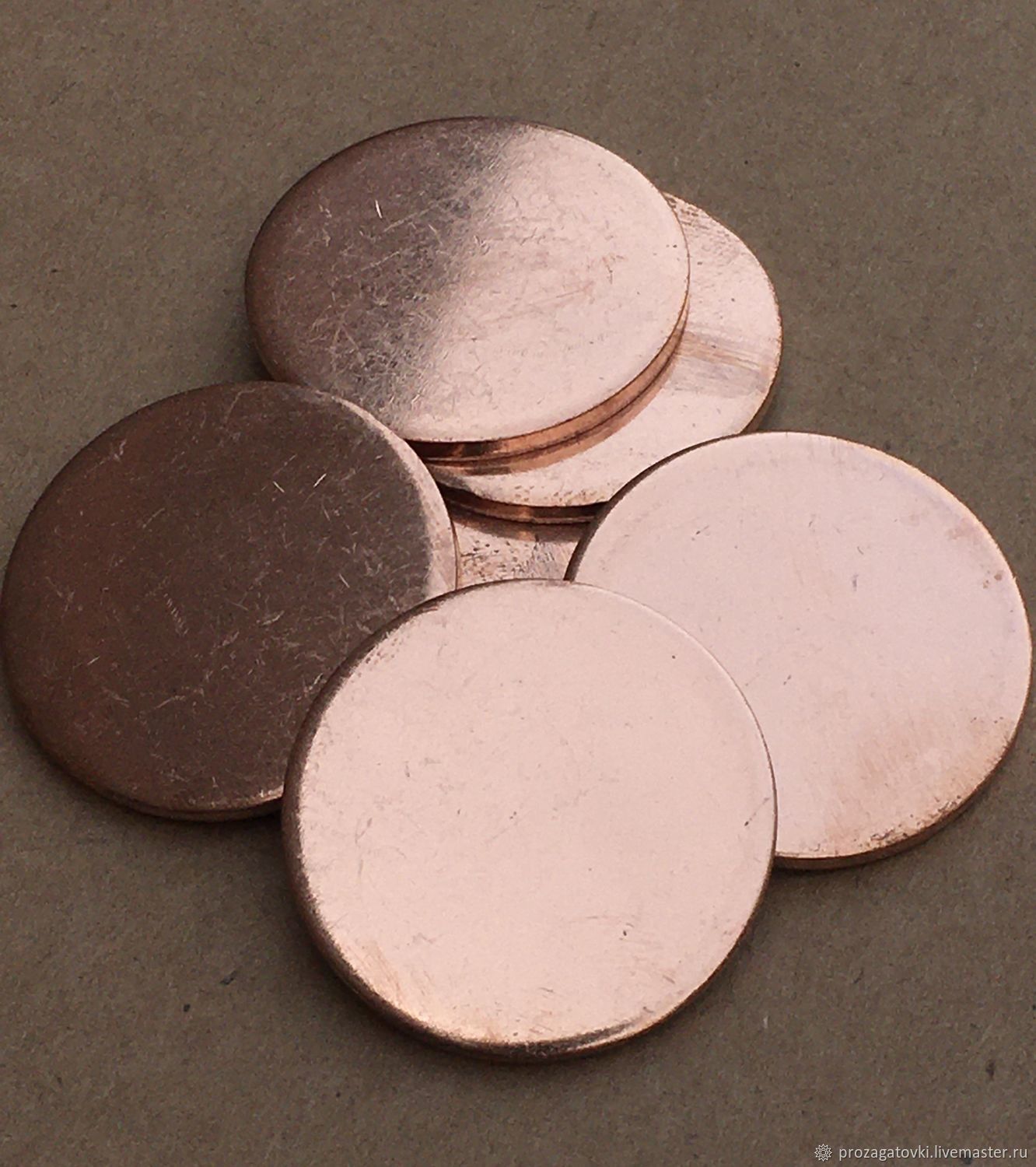
Резка бронзы позволяет добиться максимальной точности, скорости и чистоты реза при обработке металла. Бронза – это сплав меди с оловом. Иногда в состав бронзы добавляют и другие металлы: алюминий, никель, кремний, марганец, цинк, чтобы получить специфические свойства. Лазерная резка бронзы создает элементы сложной формы быстро и экономит материалы. Из-за сложности настройки лазера для резки в случае необходимости лучше оформить заказ в профессиональной компании.

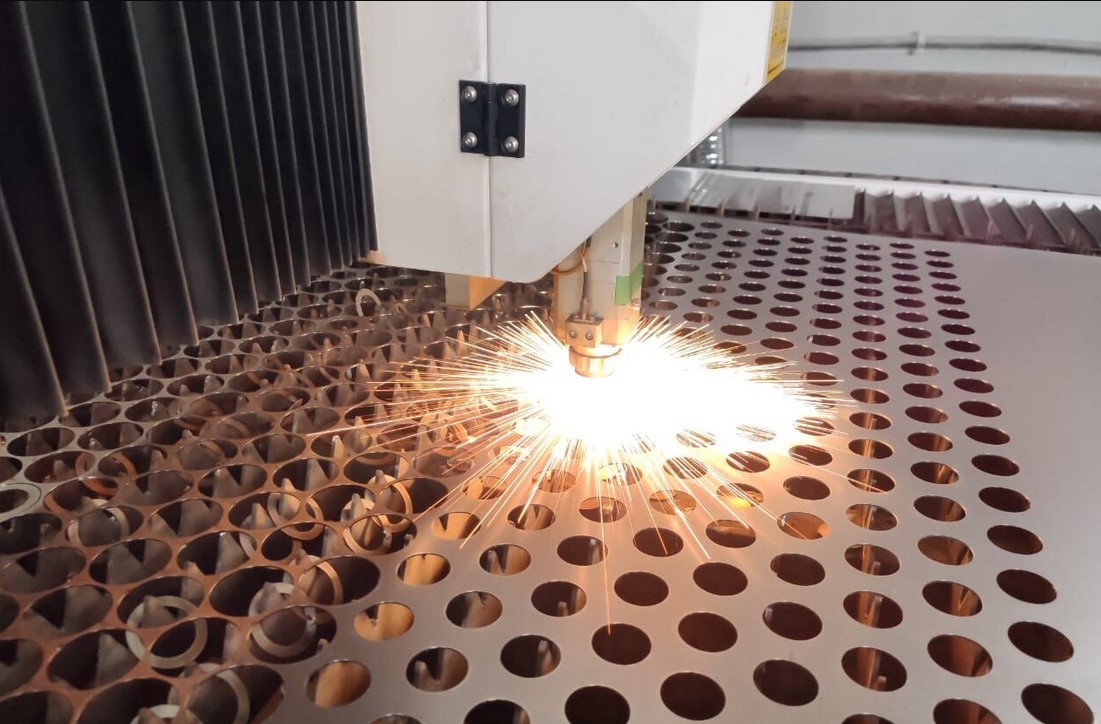
Резка бронзы лазером основана на применении сфокусированного луча с высокой плотностью энергии. Луч направляется на поверхность металла, вызывая ее локальный нагрев и плавление. Одновременно с нагревом в зону реза подается сжатый газ, который выдувает расплавленный металл и формирует рез.
Лазерная резка бронзы проходит через несколько этапов:
Сырье должно быть чистым, без загрязнений. Это влияет на качество реза. Бронза очищается от грязи, жира, ржавчины и других загрязнений специальными средствами или механически.
Очищенный лист металла фиксируется на рабочем столе лазерного станка. Фиксация должна быть надежной, чтобы лист не смещался во время производства. Для этого используются специальные зажимы и приспособления.
Следующим шагом является создание программы в соответствии с чертежом клиента. Программист вводит в компьютер лазерного станка геометрические данные о контуре реза, учитывая толщину бронзы, тип лазера и требуемое качество.
Аппарат настраивается на определенную мощность и скорость реза в зависимости от толщины бронзы и требуемого качества. Мощность определяет температуру плавления металла и скорость. Скорость влияет на ширину реза и гладкость поверхности.
На этом этапе луч аппарата проходит по контуру реза, плавя и выдувая металл. Одновременно с нагревом в зону реза подается сжатый газ, который выдувает расплавленный металл и формирует рез. Тип газа (азот, кислород или воздух) подбирается в зависимости от свойств сырья и качества резания бронзы лазером.
После резания сырье охлаждается до комнатной температуры. Охлаждение предотвращает деформацию элементов и делает их прочными.
Качество процесса зависит от:

Выбор типа лазера зависит от требований. Для резки тонких листов бронзы с высокой точностью лучше применять волоконный лазер. Для резания толстых листов металла с высокой мощностью лучше использовать CO2-лазер.
CO2-лазеры самый распространенный тип для металлообработки. Они генерируют инфракрасный луч с длиной волны 10,6 микрометров.
| Принцип работы CO2-лазера | Плюсы CO2-лазера при работе с бронзой | Минусы CO2-лазера |
| Внутри резонатора CO2-лазера создается специальная смесь из газов, возбужденная электрическим разрядом.Атомы газа переходят в возбужденное состояние и излучают фотоны с определенной длинной волны.Фотоны усиливаются в резонаторе, образуя когерентный луч. | Мощность: CO2-лазеры режет металл различной толщины.Цена: CO2-лазеры относительно дешевы в производстве и эксплуатации. | Большие размеры: CO2-лазеры имеют большие размеры и требуют пространства для установки.Низкая точность: CO2-лазеры отличаются меньшей точностью обработки по сравнению с другими аппаратами.Ограниченная скорость: CO2-лазеры не так быстры, как волоконные. |
Волоконные лазеры используют волоконную оптику для генерирования и передачи лазерного луча. Они излучают луч с длиной волны 1,06 микрометров.
| Принцип работы волоконного лазера | Плюсы волоконного лазера для резки бронзы | Минусы волоконного лазера |
| Внутри волоконного аппарата светодиод или полупроводниковый лазер возбуждает ионы в оптическом волокне.Ионы переходят в возбужденное состояние и излучают фотоны с определенной длинной волны.Фотоны усиливаются в волокне и образуют когерентный луч. | Точность: волоконные лазеры отличаются высокой точностью обработки.Скорость: работают быстрее, чем CO2-лазеры.Малые размеры: волоконные лазеры более компактные и легкие.Низкое потребление энергии: волоконные лазеры более энергоэффективны, чем CO2-лазеры, что снижает цену работы. | Цена: волоконные аппараты дороже в производстве и эксплуатации, чем CO2-лазеры.Ограниченная мощность: волоконное оборудование более низкой мощности, чем CO2-лазеры. Это ограничивает их возможности обрабатывать толстые листы материала. |
Чаще в лазерной резке используют волоконные аппараты. Это связано с их характеристиками. Однако CO2-лазеры также остаются популярными и применяются для резки толстых листов металла, где требуется большая мощность.
В лазерной резке вспомогательные газы ускоряют работу и улучшают характеристики готовых изделий.
Кислород – самый распространенный газ в лазерной резке. Кислород служит для удаления расплавленного материала и окисляет.
Азот предотвращает окисление материала. Он инертен и не реагирует с большинством материалов. Азот влияет на уменьшение зазубрин и оксидных пленок на краях реза.
Аргон также относится к инертным газам и применяется в лазерной резке, хотя и реже, чем кислород и азот. Он используется при резании меди и бронзы, где нужно избежать взаимодействия с атмосферой.
Углекислый газ использует как вспомогательный газ, хотя в основном он применяется в качестве рабочего газа в CO2-лазерах. При этом углекислый газ сочетают с другими газами для повышения качества реза или процесса.
Иногда в качестве вспомогательного газа могут использовать обычный воздух. Но его применение обычно снижает качества реза, особенно при работе с металлами, подверженными окислению.
Для успешного производства нужно правильно подготовить макет. Ниже представлены основные рекомендации по подготовке макетов.






Макеты для лазерной резки должны быть созданы в векторных форматах, таких как:
Эти форматы обеспечивают четкость линий и деталей.
Перед отправкой макета проверьте размеры, учитывая фактические габариты заготовки. Рекомендуется использовать реальные размеры, а не масштаб. Убедитесь, что размеры вашего макета соответствуют реальным размерам, чтобы избежать несоответствий в производстве.
Линии в макете должны иметь минимальную толщину. Обычно рекомендуется использовать линии шириной не менее 0,1 мм. Это обеспечит четкость реза и предотвратит ошибки в интерпретации данных аппаратом.
Перед отправкой файла проверьте макет на наличие лишних элементов, которые не нужно вырезать (например, вспомогательные линии или текстуры). Все ненужные детали лучше удалить.
Правильно разместите элементы в макете, чтобы эффективно использовать заготовку. Для этого ориентируйтесь на минимизацию отходов и оптимизацию процесса резания.
При наличии нескольких элементов в макете рекомендуется группировать детали, которые должны быть вырезаны из одного куска материала. Это упростит работу и уменьшит время обработки.
От прочности и толщины используемой бронзы тоже зависит макет.
Для сложных деталей мы можем провести тестовое резание на обрезках металла. Это позволит убедиться в правильности макета и выявить проблемы до начала основного производства.
Лазерная резка имеет ряд достоинств перед традиционной металлообработкой. Поэтому промышленные отрасли, художественное производство и другие сферы деятельности выбирают чаще всего такой вид работы с бронзой.
Безошибочность и исправность реза
Вырезание лазером более чистое и точное, что важно для производства элементов со сложными геометрическими формами и четкими параметрами точности размеров. Луч аппарата сфокусирован с малой площадью диаметра, поэтому выполняет резание с минимальной шириной реза и без заусенцев.
Скорость
Быстро режет металл, что повышает производительность и сокращает время изготовления деталей. Это важно при массовом производстве, где каждая минута резки имеет значение.
Минимальная погрешность размеров
Обеспечивает минимальную погрешность размеров, что важно при производстве точных деталей для машин и механизмов. Этот фактор учитывается в машиностроении, авиации, космонавтике и других отраслях, где точность размеров деталей является ключевым фактором безопасности и работы.
Резка сложных форм
Создает детали со сложной геометрией, в том числе с круговыми и угловыми резами. Традиционные методы обработки материалов часто ограничены в создании сложных форм. Лазерная резка бронзы предоставляет практически неограниченные возможности для дизайна и производства.
Автоматизация процесса
Лазерная резка автоматизирована. Это снижает количество ошибок и увеличивает производительность. Современные лазерные станки управляются компьютером, поэтому возможность влияния человека на процесс резки снижается.
Экономия материала
Лазерная резка сокращает потери материала, так как рез очень тонкий и практически нет отходов. Бронза — дорогой материал.
Чистота и отсутствие заусенцев
Резка лазером делает чистый рез без заусенцев и деформации материала. По итогу деталь получается красивого вида с качественной поверхностью.
Безопасность
Относительно безопасный метод металлообработки. Процесс резки лазером проходит в закрытом контуре, что исключает контакт оператора с горячими поверхностями и искрами.
Бюджет
Более экономичный вариант, чем традиционные методы обработки материалов, особенно при массовом производстве. Увеличение производительности уменьшает время работы и минимизирует отходы сырья.
Цена на лазерную резку бронзы зависит от толщины металла, сложности резания, размеров элементов, типа аппарата, срочности заказа.
| Толщина в мм | 10-100 м(руб) | 100-500 м(руб) | 500-1000 м(руб) | >100- м(руб) | Цена одного врезания (руб) |
| 0,5-0,9 | 50 | 40 | 33 | от 24 | 1 |
| 1 | 54 | 42 | 36 | от 27 | 1 |
| 1,5 | 90 | 70 | 60 | от 48 | 1 |
| 2 | 112 | 87 | 74 | от 60 | 1 |
| 2,5 | 125 | 95 | 85 | от 71 | 2 |
| 3 | 135 | 105 | 90 | от 75 | 2 |
| 4 | 162 | 126 | 108 | от 95 | 3 |
| 5 | 198 | 154 | 132 | от 118 | 4 |
Для расчета точной цены заказа позвоните нашим менеджерам, закажите обратный звонок в форме на сайте или отправьте письмо на электронную почту.
Обработка данных


Обновлен:
13.07.2022

 Позвонить
Позвонить