



Оставьте заявку
на расчет стоимости
на расчет стоимости
Меню сайта
Обработка листового металла – это комплексный процесс. Он зависит от множества взаимосвязанных факторов. Успех операции определяется не только производительностью и возможностями оборудования: профессионального станка или инструмента для домашнего производства, но и опытом оператора, выбором режимов, а также свойствами самого материала – его толщиной, твердостью, составом и предварительной обработкой.
Промышленная резка включает несколько основных технологий. Их выбор зависит от требований к качеству реза и экономических соображений. Различают термические и нетермические методы, причем термические методы делят на несколько подтипов.

Среди распространенных способов обработки выделяются термические методы. Они основаны на высокотемпературных источников энергии для плавления и разделения материала. Этот «бесконтактный» подход: режущий инструмент не соприкасается непосредственно с поверхностью сырья, сокращает механическое воздействие и может обрабатывать сложные формы. К термическим методам относятся: газокислородная, лазерная, плазменная.
Этот метод на экзотермической реакции между кислородом и нагретым материалом, что приводит к его быстрому окислению и плавлению. Процесс состоит из двух этапов:
Качество газокислородной резки зависит от давления кислорода, расстояния между соплом горелки и поверхностью (которое должно оставаться постоянным), скорости движения горелки, температуры предварительного нагрева и типа сырья. Несоблюдение этих параметров приводит к неровным краям, образованию заусенцев и увеличению зоны термического влияния, требующей дополнительной обработки.
Достоинство газокислородной резки – её цена. Однако, она подходит для низколегированных сталей и других материалов с низкой теплопроводностью. Металлы с высокой теплопроводностью (например, алюминий) плохо поддаются обработке этим методом, так как тепло быстро рассеивается, не достигая необходимой температуры воспламенения. Такой способ резания часто требует повторной обработки краев.
Такой метод термической обработки листового металла превосходит по своим возможностям газокислородный. В XX веке эта технология первоначально была доступна лишь крупным предприятиям из-за высокой цены и габаритности оборудования. Однако, современные плазменные резаки стали значительно компактнее и доступнее, широко применяясь в разных отраслях промышленности.
Процесс резания основан на применении высокотемпературной струи ионизированного газа (плазмы), достигающей до 30 000 ⁰C. Эта струя, генерируемая электрической дугой между электродом и соплом, быстро плавит металл, а сжатый воздух убирает расплавленные крупицы, формируя рез. В сравнении с газокислородной (температура пламени около 1800 ⁰C), плазменная резка отличается значительно большей производительностью – скорость может быть в 6-10 раз выше для материалов толщиной до 60 мм.
Эта высокая производительность обусловлена не только температурой, но и отсутствием дополнительных газов, присадок или специальной подготовке материала. Единственными необходимыми ресурсами являются электроэнергия и сжатый воздух, что упрощает производство и снижает его цену.
Плазменная резка эффективна для обработки разных металлов, включая легированные и углеродистые стали (до 50 мм), чугун (до 90 мм), медь (до 80 мм), и алюминий со сплавами (до 120 мм).
Однако, существуют нормы толщины обрабатываемого сырья. Для материалов толщиной больше 120 мм лучше походит газокислородная резка. Также важно учитывать теплопроводность металла: с повышением теплопроводности меньше становится максимальная толщина, которую можно резать плазмой. Например, максимальная толщина меди будет меньше, чем для нержавеющей стали.
Несмотря на преимущества, плазменная резка имеет и недостатки: высокая начальная цена оборудования, необходимость обучения персонала для правильной эксплуатации и настройки параметров, а также шумность процесса и лимит максимальной толщины обрабатываемого материала.

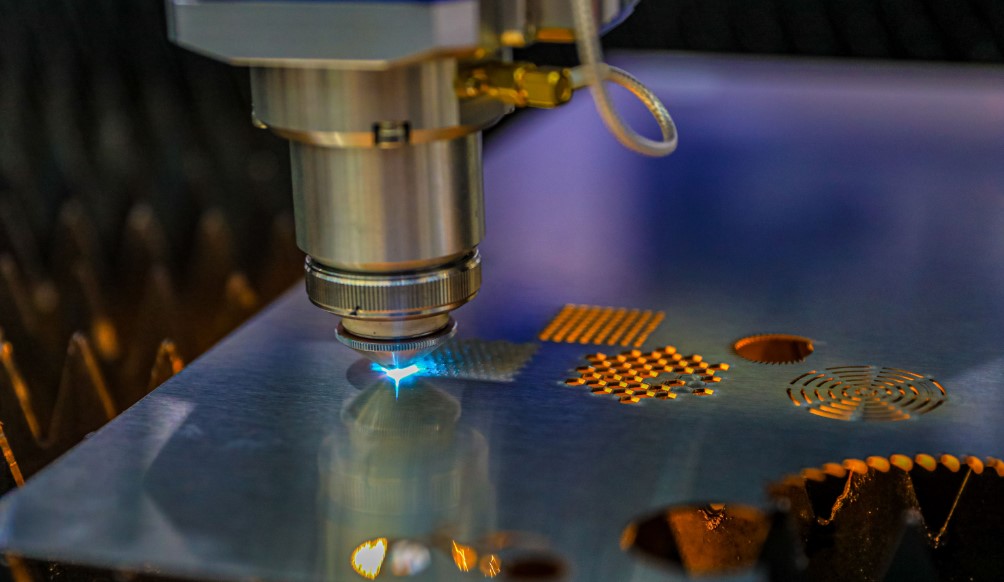
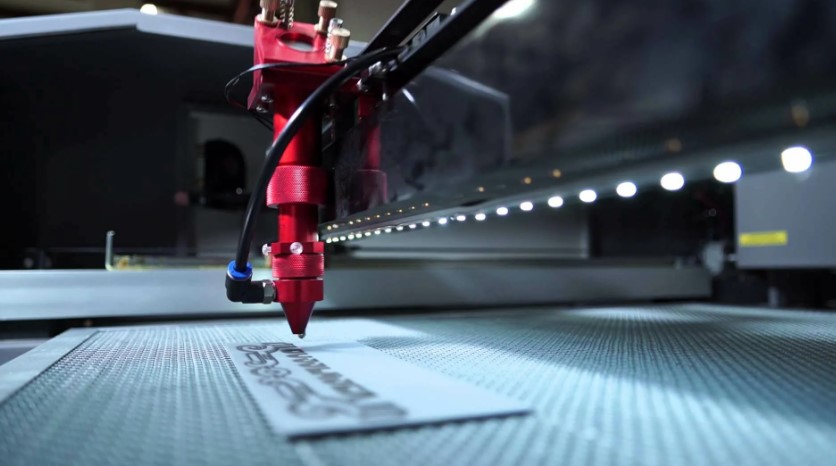
Луч лазера воздействует на материал с высокой точностью и минимальной зоной термического влияния. Системы управления обеспечивают точное фокусирование и перемещение лазерного луча вдоль заданной траектории.
Процесс происходит за счет локального нагрева поверхности лазерным лучом. Концентрированная энергия лазера вызывает быстрое повышение температуры в точке фокусировки, приводя к плавлению и испарению материала. Скорость перемещения луча и сила излучения тщательно регулируются в зависимости от толщины и типа сырья.
Лазерная резка особенно эффективна для обработки тонких листов материала (от 0,2 мм и выше, в зависимости от лазера и типа материала), цветных металлов (алюминия, меди, латуни), нержавейки и других материалов с относительно низким показателем теплопроводности. Она создает высокоточные детали со сложными контурами и мелкими деталями, что делает её незаменимой в ювелирном искусстве, приборостроении, авиационной и других отраслях.
Кроме металлов, лазерная резка применяется для обработки неметаллических материалов, например, пластиков, дерева и композитов.
Однако, лазерная резка имеет и свои недостатки:
Гидроабразивная резка основана на термическом воздействии. В ней используется высокоскоростная водная струя, смешанная с абразивным материалом (обычно это гранатовый песок), подаваемая под очень давлением до 6000 бар. Эта струя, действующая подобно миниатюрному пескоструйному аппарату, разрезает поверхность за счет абразивного износа, а не плавления или испарения.
Одним из преимуществ гидроабразивной резки является универсальность и возможность обработки материалов толщиной до 300 мм и больше, в зависимости от давления и типа абразива. Поскольку в производстве температура не выше +90С, исключается риск термического повреждения материала, деформаций и образования вредных паров. Это делает гидроабразивный способ особенно ценным для обработки хрупких, твердых или чувствительных к нагреву материалов.
При гидроабразивной резке есть возможность одновременной обработки нескольких листов. Это повышает производительность в массовом производстве.

Ручную резку применяют в домашних условиях или при выполнении мелкосерийных работ, где высокая скорость обработки не является критичным фактором.
Для ручного способа используют инструменты, выбор которых зависит от толщины и типа материала, а также от требуемой геометрии реза.
Качество и быстрота ручной резки листа зависят от мастерства и опыта оператора. Ручная обработка более трудоемка и менее производительна, чем автоматизированные методы. Однако, в определенных условиях, например, при выполнении мелкого ремонта или изготовлении небольших деталей в дома, ручная резка остается допустимым способом.

Механическая резка – это металлообработка, где режущий инструмент непосредственно срезает материал. Инструмент изготавливают из более твердого материала, чем обрабатываемая поверхность, что обеспечивает необходимую износостойкость и эффективность. Механическая металлообработка бывает ручной или механизированной с использованием специального оборудования. В зависимости от инструмента и оборудования, можно выделить несколько основных методов.
К инструментам и оборудованию для механической резки относятся:
Ручные инструменты
Станочные аппараты
Рубка (ударная резка) часто используется для получения заготовок. Ее осуществляют специальными ножницами или гильотиной одномоментным срезом по всей длине листа.
- Дисковые пилы: вращающийся диск с зубьями.
- Токарные станки с резцами: для обработки круглой заготовки. Резцы удаляют металл слоями, формируют необходимый размер и форму.
- Аппараты продольной резки: для резания материала на узкие ленты и штрипсы.
Ленточно-пильный станок (ЛПС) — это высокоэффективное оборудование для механической резки металла, особенно при обработке сортового проката (прутков, квадратов, шестигранников и т.п.), а также профильного и листового материала средней толщины. В основе работы ЛПС лежит непрерывно движущаяся замкнутая пильная лента, напоминающая по принципу работу обычную ножовку, но значительно более производительную и точную.
Пильную ленту изготавливают из высокопрочной углеродистой стали или из биметаллического сплава (сочетание высокопрочной стали и быстрорежущей стали), что обеспечивает износостойкость и долговечность. Зубья пилы, нанесенные на одну сторону ленты, эффективно режут поверхность. Постоянное движение ленты происходит за счет вращения двух шкивов большого диаметра, приводимых в движение электродвигателем. Скорость зависит от типа ленты, материала заготовки и режимов резания, и в среднем составляет около 100 мм/мин, хотя современные станки могут развить более высокую скорость.
Современные ленточно-пильные станки часто оснащаются электронной системой управления, системами охлаждения пильной ленты, а также устройствами для интеграции их в производственные линии и автоматизации процесса.

Рубка металла или ударная резка — метод обработки листового материала, включая черные металлы, нержавейку, оцинкованную и электротехническую сталь. Рубка осуществляется с помощью гильотинных ножниц или ножей, которые одним мощным ударом разрезают лист по всей длине. Лист укладывается на рабочую поверхность гильотины, прижимается балкой и разрезается. Главное достоинство ударной резки – ровный срез без шероховатостей и неровностей, получаемый за счет одномоментного действия режущего инструмента.
Гильотины бывают трёх типов: электромеханические, гидравлические и пневматические. В некоторых мастерских и сейчас используют и ручные гильотинные ножницы с педальным приводом.
Однако, у метода есть и недостатки: работа гильотин сопровождает значительный шум, толщина обрабатываемой поверхности ограничена, а ширина нарезанных полос может незначительно варьироваться.
Дисковые станки для резания металла отличаются небольшим размером, универсальностью и простотой в работе и обслуживании. Их режущим инструментом служит зубчатый диск с защитным кожухом, который крепится на рабочем столе и запускается в движение электродвигателем. Дисковые станки подходят для разных материалов и форм, при этом требуя минимального вмешательства оператора.

Агрегат продольной резки — это аппарат для деления сырья на узкие длинномерные детали: ленты, полосы или штрипсы. Резка полностью автоматизирована, а оператор контролирует его работу пультом управления. Аппарат продольной резки занимается именно продольным разделением материала, обеспечивая оптимальное качество реза для узких полосок.
Общие недостатки механических методов резки:
- Ограничения по конфигурации реза: большинство методов механической резки выполняют только прямые или угловые резы. Вырезание сложных фигур требует времени или использования специализированного оборудования.
- Поверхность реза: даже при применении высокоточного оборудования поверхность реза может требовать последующей обработки для удаления заусенцев или достижения нужной степени шероховатости. Хотя механическая и газокислородная резка обеспечивают прямолинейный рез, полученные заготовки часто требуют дополнительной обработки для нужной формы. Лазерная и плазменная резка создают заготовки с сложной геометрией, включая отверстия и высечки, значительно сокращая потребность в последующей обработке.
Выбор метода раскроя зависит от требуемой сложности конечной детали и объема необходимой последующей отделки.
Резка листового металла подразделяется на три основных типа: прямолинейную, криволинейную и смешанную. Каждый тип может быть реализован как единичным, так и групповым способом обработки.
Прямолинейный рез, создающий прямоугольные, квадратные, ромбовидные или трапециевидные заготовки, выполняется на разных видах ножниц (рычажных, листовых с наклонными ножами, многороликовых) или методом штамповки.
Криволинейный рез создает детали сложной геометрии (круги, эллипсы и т.д.), осуществляется на роликовых и вибрационных ножницах, фрезерных станках, или также методом штамповки.
Смешанный способ комбинирует предыдущие два вида и производит заготовки сложной геометрии (например, усеченные конусы или цилиндры), сначала обрабатывая лист на аппарате для прямолинейного реза, а затем – для криволинейного.
Фрезерная обработка, особенно при групповом раскрое, отличается производительностью и минимальным расходом материала, при этом скорость реза изменяется от 0,5 м/мин (ручная подача) до 2 м/мин (автоматическая).
Холодная штамповка с вырубными штампами – ещё один распространённый метод, обеспечивающий высокую скорость (около 0,1-0,2 минуты на деталь), но с лимитом по размеру заготовок и высокой первоначальной ценой изготовления самих штампов.

Безопасность при резке болгаркой – первостепенная задача. Несоблюдение правил техники безопасности может привести к серьезным травмам. Особого внимания требуют:
Нарушение любого из этих правил может привести к травмам разной степени тяжести, поэтому соблюдение правил безопасности обязательно.
Резка тонколистового металла, хотя и кажется простой задачей, требует наблюдательности и тщательности для достижения результата. Частая проблема при работе с тонколистовым сырьем – «закусывание» диска. Перед работой нужно осмотреть режущий диск на наличие дефектов (сколов, трещин), которые могут привести к его разрушению.
Рез начинают от дальнего края листа, плавно ведя болгарку к себе, погружая диск в металл не более 5-6 мм. Постепенное погружение болгарки и контролируемая скорость сокращают риск зацепов и разрушения диска. Слишком глубокое погружение уменьшает площадь контакта диска с металлом, что увеличивает вероятность заклинивания и раскола в дальнейшем. Для безопасности и контроля производства рекомендуется использовать направляющую линейку. Для тонких листов необходимо уменьшать скорость вращения болгарки.
При работе с металлом толщиной более 8 мм рекомендуют двигать болгарку от себя, в отличие от работы с тонкими листами. Однако, простое следование линии реза часто приводит к неровной кромке и значительному физическому напряжению для оператора.
Для ровного реза и снижения нагрузки на руку используют стальной уголок в качестве направляющей. Уголок устанавливают вдоль линии реза и крепится струбцинами к листу металла с обеих сторон. Затем, несколько раз проводят болгаркой вдоль линии, легко касаясь уголка, чтобы создать небольшое (1-2 мм) углубление. После этого уголок удаляется, и выполняется окончательная резка по созданному углублению. Этот метод гарантирует ровную кромку и значительно упрощает резку толстого металла, позволяя оператору сосредоточиться на точности и контроле процесса, а не на удержании инструмента.
Для резки толстолистового металла (более 8 мм) можно использовать альтернативный метод. Он похож на способ выше: с использованием направляющего уголка. Первые этапы идентичны: разметка линии реза и установка уголка струбцинами. Однако, погружают болгарку глубже на 4-5 мм. После удаления уголка, оставшийся металл доламывается, а кромка обрабатывается с помощью УШМ (угловой шлифовальной машины) со шлифовальным кругом. Этот метод не всегда обеспечивает ровную и качественную кромку болгаркой, поэтому способ с поверхностным углублением и полной резкой чаще применяют в производстве.
Ручные гильотинные ножницы — распространенный аппарат для резки листового металла в производстве. Качество реза гильотиной сопоставимо с промышленным оборудованием.
Существует два основных типа гильотин: с прямым вертикальным ходом ножа подходят для ровного реза и с изменяемым углом реза. Они обрабатывают не только листы, но и прутки, арматуру и крупные уголки из металла.
Потенциал самодельных гильотин ниже по сравнению с промышленными аналогами, которые могут иметь гидравлический, пневматический или электрический привод.
Самодельные инструменты применяют механический рычаг или педальный привод, а глубина реза зависит от прикладываемого усилия. Самодельные гильотинные ножницы позволяют резать листы чёрной и оцинкованной стали (до 1,5 мм), нержавеющей стали (до 0,6 мм), а также алюминий, пластмассу и картон.
При конструировании самодельной гильотины учитывают тип и толщину материала, который будет резаться для прочности и устойчивости конструкции.
Гильотинные ножницы раскраивают листовой металл как поперечно и продольно, в зависимости от типа и расположения ножей. Поперечная резка выполняется одним движением ножа. Продольная резка требует нескольких движений ножа в сочетании с постепенным перемещением материала. Продольная резка актуальна при работе с рулонными материалами и длинными листами (больше 2 метров).
Работа гильотины основана на быстром и сильном опускании острого ножа под действием силы тяжести на металлическую поверхность. Для эффективной резки материалов большой толщины или высокой прочности применяют дополнительный, неподвижный нижний нож, который работает с верхним подвижным ножом, по принципу обычных ножниц.
Для нечастой обработки тонких материалов подойдут недорогие ручные модели, а для высокопроизводительной работы с толстыми листами необходимы сложные и мощные аппараты – электромеханические или даже гидравлические.

Цена на резку листового металла определяется комплексом условий, включая: технологию резки, мощность и тип аппарата, марку, толщину и качество исходного металла, требования к результату и объём заказа. Крупные заказы из-за экономии на переналадке оборудования, могут стоить меньше единицы продукции (например, килограмма или погонного метра). Цена мелкосерийных заказов рассчитывается индивидуально. Любой заказ требует затрат на подготовку и настройку оборудования, и простое умножение единицы на количество не точно отражает полную цену.


Обновлен:
13.07.2022

 Позвонить
Позвонить