




Оставьте заявку
на расчет стоимости
на расчет стоимости
Меню сайта
Содержание:
Лазерную резку производят различными способами. Выбор технологии зависит от свойств материала, применения детали, типа лазерного источника и газа. В этой статье мы рассмотрим виды лазерной резки, расскажем об их преимуществах и недостатках и ответим на распространенные вопросы по теме.

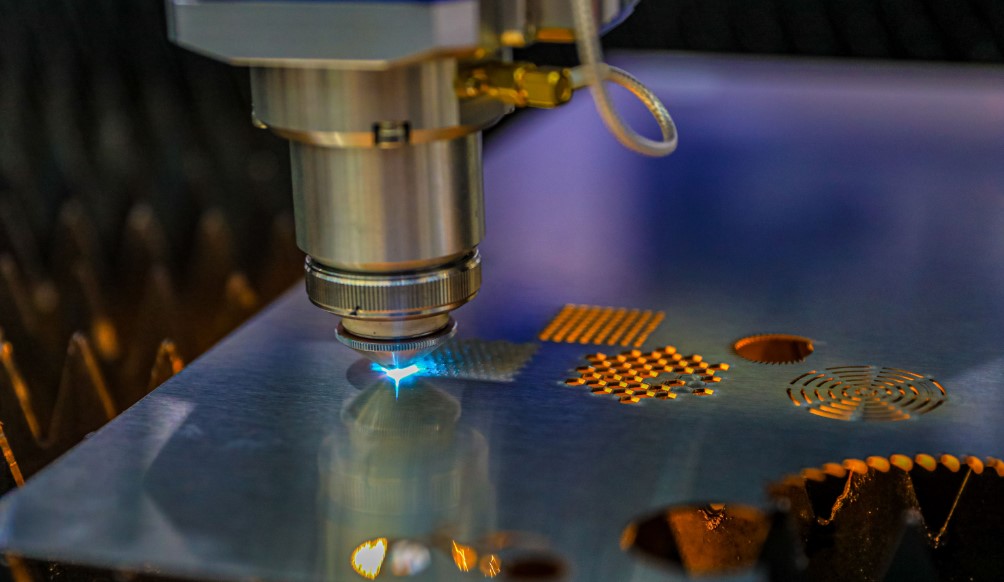
Обработка лазером — это современный и высокотехнологичный метод изготовления изделий из металла, дерева, кожи, бумаги, пластиков и других материалов. После загрузки чертежа объекта в программу лазерного станка с ЧПУ и подключения аппарата к сети через головку лазера фокусированно подается энергия. Она нагревает и плавит материал в месте приложения и, двигаясь по намеченной программой линии, режет заготовку.
Скорость резки прямо пропорционально зависит от мощности излучения и обратно пропорционально — от толщины заготовки. Кроме того, если материал хорошо проводит тепло, значит оно интенсивно отводится во время обработки из зоны среза. Это приводит к большим энерготратам и замедлению скорости раскроя.
В результате высокой точности и скорости работы луча срез получается тонкий и чистый, а его размеры соответствуют указанным в чертеже. Кроме того, лазером можно маркировать, гравировать и сваривать. Эти и другие плюсы лазерной резки компенсируют дороговизну и сложность настройки оборудования:
Фактор серийности, скорость и качественные срезы, которым не нужна дополнительная обработка делают лазерную резку металла крайне востребованной в промышленности, медицине, дизайне, рекламе, производстве предметов быта и сувениров. Металлические детали, раскроенные лазером, применяются в:
Широкая сфера применения и у неметаллических заготовок, которые обрабатывают лазером:
Работа лазерных станков основана на использовании новых технологий: возможностей лазерной энергии и компьютерных программ. Станки, оснащенные Числовым программным управлением, автоматизируют обработку материала, позволяя резать заготовки с точностью до 0,005 мм. Оператор настраивает параметры и режим процесса в программе и просто нажимает на кнопку включения.

ЧПУ станка контролирует работу лазерного луча и рабочего стола. Расстояние между головкой лазера и заготовкой подбирает автофокус. Подача газа происходит благодаря клапанным механизмам, соединяющие газовые баллоны с аппаратом. Теплообменники контролируют температуру оборудования, а оператор получает данные.
По типу источника лазеры делят на углекислотные CO2 и твердотельные. К твердотельным относятся лазеры на кристальных источниках, волокне и диодах.
Метод плавления отлично подходит для лазерной резки металлических листов. Мощность лазерного луча подбирается таким образом, чтобы под его воздействием металл начал плавиться. В этот момент подается инертный газ (аргона или гелия) или химически неактивный азот, предотвращающие окисление в зоне разреза. Газовая струя мгновенно сдувает расплав, оставляя кромки ровными и чистыми — такими, чтобы не обрабатывать их после резки.

Чем чище газ, тем выше качество кромок. Кроме того, газ защищает оптику и другие части лазерного аппарата от раскаленных брызг. Сложные для обработки металлы — алюминий, медь — хорошо поддаются резке в среде инертных газов и азота. С помощью этих газов также режут сталь, никель, титан и другие металлы, которые нужно защитить от реакции с кислородом и образования оксидов на поверхности во время раскроя.
Для плавления нужно не такое мощное излучение, как для испарения, но достаточное для появления расплава на месте реза. Также важно настроить оптимальную мощность газовой струи, чтобы она выдула весь расплав, не оставив заусенцев. Чем толще металл, тем больше вероятность возникновения заусенцев. Давление газа, подаваемого на заготовку, рассчитывается в диапазоне 10-20 бар.
Газ при плавлении необходимо подавать под высоким давлением, чтобы следы расплава были удалены со среза и металл перестал нагреваться.
Испарительный, или сублимационный метод используется прежде всего для лазерной резки тонких заготовок из неметаллов и металлов. Лазерный луч высокой мощности воздействует на заготовку импульсно, с временем вспышки не более наносекунды. Нагрев поверхности материала таким способом приводит к его испарению, сначала образуя отверстие, которое начинает быстро поглощать энергию и увеличиваться. Газ в этом случае призван тут же удалить пар, который перед этим выталкивал из отверстия расплав.

Резка испарением с газом позволяет получать из деревянных, текстильных, кожаных, пластиковых и других неметаллических заготовок предметы, которые используются в сфере искусства и дизайна. Достоинство испарительной технологии в том, что импульсное излучение большой мощности нагревает точечно только зону выреза, даже если она очень маленькая. Эта способность используется в сфере высокоточной электроники. При изготовлении микросхем испарением создают мелкие отверстия в платах.
Важно, чтобы на торцах среза не появлялся конденсат. Поэтому толщина заготовки не может быть больше диаметра лазерного пятна.
Тонкий листовой металл можно резать без использования газовой струи. Лазерная энергия, стремительно нагревая металл, превращает его в пар. Способ подходит для вырезания несложных геометрических рисунков.

Для лазерной резки стекла и других хрупких материалов подходит раскалывание или растрескивание на волоконном аппарате. Лазерным лучом нагревают материал, вызывая в нем расширение и термическое напряжение. Эти два процесса прогрессируют при подаче охлаждающей струи, и на материале образуется контролируемая трещина. Она задает направление, по которому затем проходит луч. Раскалывание позволяет избежать потерь материала, поэтому считается высокоточным в плане соблюдения размеров детали.
Термораскалывание возможно и без охлаждения. Но после нагрева и возникающих затем термического напряжения и расширения иногда появляется необходимость произвести механический удар, чтобы разделить части заготовки. Для этой технологии используют возможности и волоконных, и углекислотных станков. Мощное излучение волоконного лазера легко проходит через самый твердый материал, а CО2 лазер мягко нагревает заготовку. Термораскалывание без охлаждения используется в работе со стеклом, глиноземной керамикой, карбидом кремния, драгоценными камнями.
Кислород при таком способе резки заменяет инертный газ. О2 повышает температуру раскроя, что упрощает обработку толстых заготовок от 50 до 100 мм при использовании станка с мощностью 6000 Вт. Однако скорость обработки может быть ниже, чем в других видах — до 20 см в минуту.
Способом горения обычно раскраивают углеродистую сталь и черные металлы толщиной от 1 мм, направляя излучение не слишком высокой мощности.
Когда лазер режет при подаче кислорода, начинается горение и выделяется большое количество тепловой энергии, которая может вызывать горение на других участках заготовки. Так резка приобретает характер реактивной. В то же время края среза окисляются во время обработки, что приводит к образованию широкого прожога. Технология не дает высокого качества среза и подходит для изготовления металлических заготовок. Часто применяется на машиностроительных предприятиях для раскроя стали и титана.
При сочетании кислорода с ацетиленом, пропаном или природным газом лазерная резка происходит с усилением нагрева и испарения материала. Возникающая струя пламени похожа по свойствам на плазму, которой также режут металлы. При температуре пламенной резки с газовой смесью до нескольких тысяч градусов по Цельсию можно резать металлы толщиной до 270 мм и обрабатывать металлические слитки.
Выбор вида лазерной резки в основном зависит от характеристик заготовки и вида лазерного станка. Плавление применяют для обработки металлических листов разной толщины. Испарение подходит для тонких заготовок из древесины, бумаги, кожи, текстиля, резины, пластмасс и других неметаллических материалов. Раскалыванием режут стекло и другие хрупкие материалы. А резка горением в среде кислорода пригодится при обработке толстых металлических деталей и заготовок. Мощные лазеры на газовом и волоконном источнике подходят и для плавления, и для испарения, и для раскалывания. Кислородная резка чаще применима для газовых лазеров.


Обновлен:
13.07.2022

 Позвонить
Позвонить