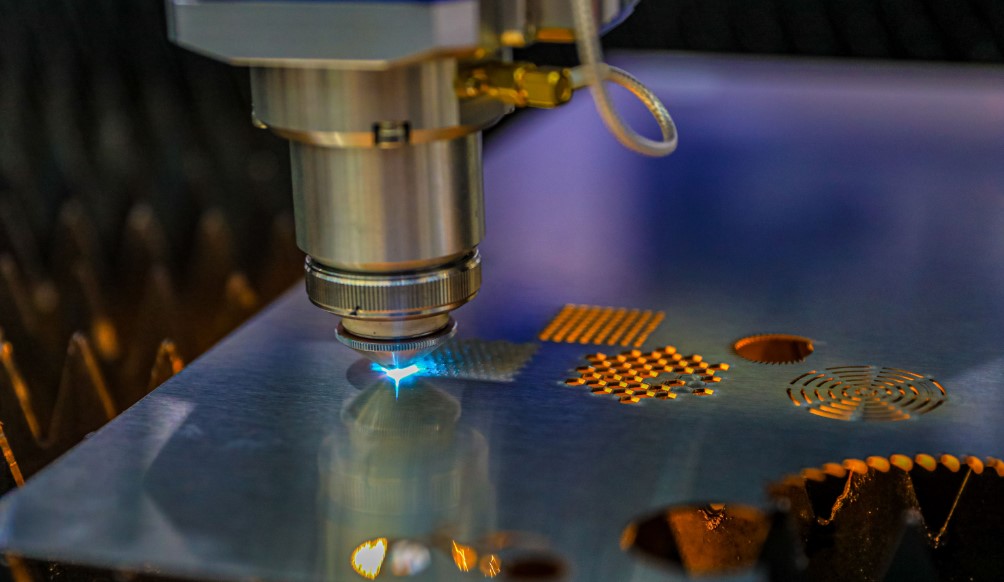
Лазерная наплавка — это технология нанесения материала на поверхность детали с помощью лазерного излучения. Луч расплавляет материал, который затем наносится на обрабатываемую деталь. Это позволяет создать прочное соединение между основным материалом и наплавленным слоем. Технология применяется в промышленности для ремонта и защиты деталей от износа, коррозии и других повреждений.
История технологии лазерной наплавки началась в 1960-х годах, когда были созданы первые лазеры с достаточно высокой мощностью и эффективностью. Исследования показали, что лазерное излучение может плавить и испарять материалы, создавать сварные швы и покрытия. В 1970–1980-е годы были разработаны более мощные и надёжные лазерные системы, проведены исследования по влиянию параметров лазерного излучения на качество и свойства покрытий. Были предложены различные материалы для лазерной наплавки: порошковые смеси, проволоки, ленты и др.
С развитием компьютерных технологий в 1990–2000-е годы появилась возможность автоматизировать и оптимизировать процесс лазерной наплавки с помощью программного обеспечения. Это позволило повысить точность и повторяемость процесса, снизить стоимость и время выполнения работ.
Толщина покрытий, полученных с помощью лазерной наплавки, может варьироваться от нескольких микрометров до нескольких миллиметров.
Преимущества лазерной наплавки:
Качество. Лазерная наплавка создаёт покрытия с высокой точностью и качеством. Это особенно важно для деталей сложной формы и для деталей с мелкими элементами.
Универсальность. Технология позволяет работать с различными материалами: металлом, сплавами, керамикой, композитами и др. Метод применяется в различных отраслях промышленности.
Экологичность. Во время лазерной наплавки не используются химические реагенты и растворители, которые загрязняют окружающую среду. Вместо этого применяются порошки, проволоки, ленты и др.
Экономичность. Лазерная наплавка является экономически выгодным методом восстановления и улучшения свойств поверхностей. Технология сокращает время и стоимость процесса, уменьшает количество отходов.
Автоматизация. Современные системы лазерной наплавки позволяют автоматизировать и оптимизировать процесс с помощью программного обеспечения. Это повышает точность и повторяемость процесса, снижает стоимость и время выполнения.
Возможность создания сложных структур и форм. Лазерное излучение может создавать сложные структуры и формы покрытий, которые невозможно получить другими методами. Это открывает новые возможности для дизайна.
Отсутствие деформации основного материала. При лазерной наплавке основной материал детали не подвергается значительным изменениям температуры и давления. Что минимизирует риск деформации и повреждения.
Гибкость. С помощью лазерной наплавки можно создавать покрытия с определёнными механическими, физическими и химическими свойствами: твёрдостью, прочность и, коррозионной стойкостью. Это позволяет адаптировать изделия к конкретным условиям эксплуатации.
Скорость. Лазерная наплавка выполняется быстро, что сокращает время простоя оборудования и увеличивает производительность. Скорость наплавки с помощью лазера может достигать нескольких метров в секунду.
Отрасли промышленности, где применяется лазерная наплавка:
Машиностроение – восстановление изношенных деталей машин и механизмов (валы, шестерни, подшипники).
Авиационная промышленность – ремонт деталей самолётов и космических аппаратов, подверженных высоким нагрузкам и износу.
Нефтегазовая промышленность – восстановление насосов, трубопроводов и других элементов, работающих в агрессивной среде.
Судостроение – ремонт корпусов судов и других морских конструкций, страдающих от коррозии.
Строительство – восстановление металлоконструкций, мостов, опор и других сооружений.
Энергетика – ремонт турбин, генераторов, котлов и другого оборудования тепловых электростанций.
Медицина – создание и восстановление имплантатов, протезов и других медицинских изделий.
В качестве материала для наплавки могут использоваться порошки, проволоки, ленты или прутки из различных металлов и сплавов.
Этапы изготовления лазерной наплавки
Подготовка поверхности детали. Перед началом процесса наплавки необходимо тщательно очистить поверхность от загрязнений, ржавчины, окалины и других дефектов. Для этого используются различные методы очистки: механическая обработка, пескоструйная обработка или химическое травление. Оборудование для подготовки поверхности: пескоструйные установки, ультразвуковые ванны, химические реагенты, шлифовальные машины.
Выбор материала для наплавки. Зависит от требований к свойствам поверхности детали. Это может быть металлический порошок, проволока или лента. Материал должен быть совместим с основным металлом и обладать необходимыми свойствами: прочностью, твёрдостью, коррозионной стойкостью и др.
Создание чертежа или 3D-модели детали для точного определения места и объёма наплавки. Может быть создана с помощью CAD-программ.
Настройка оборудования. Лазерная установка настраивается в соответствии с требованиями к процессу наплавки. Задаётся мощность лазера, скорость перемещения луча, диаметр пятна. Также настраиваются параметры подачи материала: расход, скорость и направление.
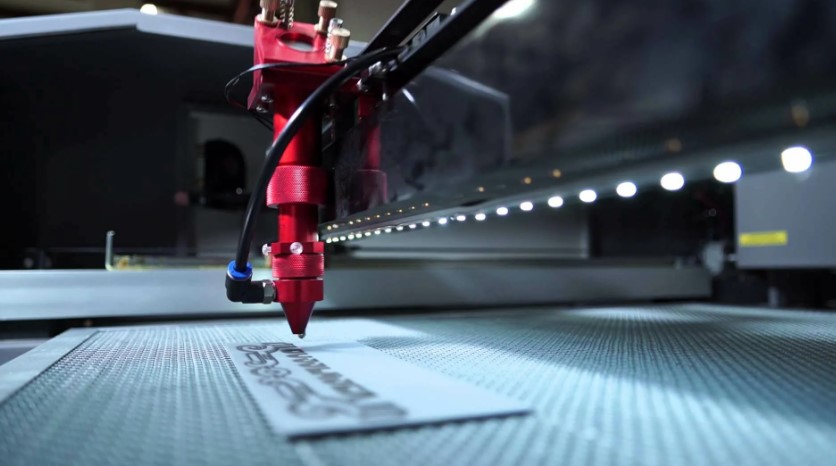
Процесс наплавки. Начинается с предварительного нагрева поверхности детали до температуры, при которой происходит плавление материала для наплавки. Лазерный луч сканирует поверхность по заданной траектории, расплавляет материал и создает слой наплавленного металла. В процессе наплавки материал подаётся в зону плавления с помощью специального устройства – порошкового питателя или проволочного податчика.
Контроль качества. Может включать в себя визуальный осмотр, измерение толщины слоя, проверку твёрдости, прочности и других свойств.
Последующая обработка. Поверхности может потребоваться дополнительная обработка: шлифовка, полировка или термическая обработка. Это зависит от требований к внешнему виду и свойствам поверхности детали. Постобработку проводят с использованием специального оборудования: фрезерных станков, токарных станков, полировальных машин и термических печей
Тестирование. После обработки проводится тестирование детали на соответствие требованиям заказчика. Включает в себя испытания на прочность, износ, коррозию и другие параметры.
Лазерная наплавка восстанавливает детали с высокой точностью и минимальной деформацией.
Требование по технике безопасности при лазерной наплавке
Использование защитных очков. Лазерное излучение может быть опасным для глаз, поэтому все работники должны использовать защитные очки со светофильтрами, которые соответствуют длине волны лазера.
Ограничение доступа в зону наплавки. Зона должна быть ограждена или обозначена предупреждающими знаками. Доступ в зону наплавки должен быть разрешён только для работников, выполняющих наплавку.
Соблюдение правил пожарной безопасности. В зоне наплавки не должно быть легковоспламеняющихся материалов.
Контроль за состоянием оборудования. Оборудование должно регулярно проверяться на предмет износа и повреждений. Неисправное оборудование немедленно отключается.
Технологические параметры лазерной наплавки
Мощность лазера. Определяет производительность установки и толщину наносимого покрытия. Чем больше мощность лазера, тем быстрее происходит наплавка. И тем толще получается покрытие. Слишком большая мощность приводит к перегреву и деформации детали.
Скорость перемещения луча. Определяет скорость наплавки и качество получаемой поверхности. Чем выше скорость перемещения, тем меньше времени требуется для наплавки. Но тем хуже качество покрытия. Слишком высокая скорость может привести к образованию неровностей и шероховатостей на поверхности.
Диаметр пятна лазерного излучения. Определяет площадь нагрева и расплавления присадочного материала. Чем меньше диаметр пятна, тем более точно можно контролировать процесс наплавки и получать более качественные покрытия. Уменьшение диаметра пятна требует увеличения мощности лазера.
Тип и размер частиц порошка. Влияют на свойства получаемого покрытия. Порошки с мелкими частицами обеспечивают более равномерное распределение по поверхности и лучшее сцепление с основой. Крупные частицы порошка могут привести к образованию пор и трещин в покрытии.
Режимы работы лазера. Определяют способ воздействия лазерного излучения на присадочный материал. Импульсный режим – более точное управление процессом наплавки, позволяет получать покрытия с высокой адгезией. Непрерывный режим обеспечивает большую производительность, но может привести к деформации покрытия.
Особенности работы с различными материалами
Металлы – наиболее распространённый материал. Металлы обладают высокой теплопроводностью. Это требует использования мощных лазеров для глубины проплавления. Также металлы могут подвергаться окислению при высоких температурах, поэтому используют защитные газы или порошки.
Сплавы – это смеси двух или более металлов. Могут обладать различными свойствами, в зависимости от состава. Например, алюминиевые сплавы имеют низкую плотность и высокую теплопроводность, а титановые сплавы — высокую прочность и коррозионную стойкость. Для лазерной наплавки сплавов необходимо выбирать параметры, соответствующие их свойствам.
Керамика – неметаллический материал, который обладает высокой твёрдостью и износостойкостью. Может быть хрупкой и подверженной трещинам при ударных нагрузках. Лазерная наплавка керамики создаёт прочные и долговечные покрытия, но требует тщательного контроля параметров. Чтобы избежать перегрева и разрушения материала.
Композиты – материалы, состоящие из двух или более компонентов, таких как волокна и матрица. Волокна обеспечивают прочность и жёсткость, а матрица — связность и устойчивость к ударам. Лазерная наплавка композитов восстанавливает повреждённые волокна и улучшать свойства материала. Но требует особого внимания к выбору параметров, чтобы не повредить волокна и не нарушить структуру материала.
Недостатки лазерной наплавки
Лазерная наплавка — это эффективный способ восстановления и улучшения свойств поверхностей различных изделий. Но технология имеет свои недостатки:
Высокая стоимость оборудования. Это может быть недоступно для небольших предприятий или частных лиц.
Необходимость в квалифицированных специалистах. Метод требует высокой квалификации специалистов, которые должны обладать навыками работы с оборудованием и знанием особенностей процесса.
Ограничения по материалам. Не все материалы могут быть использованы для лазерной наплавки. Некоторые материалы требуют предварительной обработки или специальных условий…
Риск перегрева. При неправильной настройке оборудования существует риск перегрева обрабатываемой поверхности, что может привести к деформации или повреждению изделия.
Несмотря на эти недостатки, технология остаётся перспективной и применяется в различных отраслях промышленности.
Оборудование для лазерной наплавки
Есть несколько видов оборудования для лазерной наплавки, которые различаются по своим характеристикам и возможностям:
Лазерные наплавочные системы. Это оборудование предназначено для нанесения покрытий на различные материалы: металлы, сплавы и керамику. Могут быть стационарными или портативными, а также иметь различные мощности и размеры.
Пример: Лазерная установка для наплавки и сварки «МУЛ-1». Используется для ремонта и восстановления деталей из различных металлов и сплавов. Оснащена волоконным лазером мощностью до 4 кВт и системой автоматического управления процессом наплавки.
Роботизированные системы для лазерной наплавки. Эти системы позволяют автоматизировать процесс наплавки и повысить его точность и качество. Могут использоваться для обработки сложных и труднодоступных поверхностей.
Пример: «РСК-ЛН» — роботизированный комплекс для лазерной наплавки, который предназначен для автоматизации процесса нанесения покрытий на детали сложной формы. Комплекс оснащён роботом и лазерным излучателем мощностью до 3 кВт.
Системы для гибридной лазерной наплавки. Позволяет получать более прочные и износостойкие покрытия.
Системы подачи порошка или проволоки
Коаксиальная подача материала — это способ подачи порошка в зону наплавки, когда материал подаётся по одному каналу с лазерным лучом. Позволяет контролировать процесс подачи и обеспечивает высокую эффективность использования порошка.
Латеральная подача — способ, при котором подача порошка осуществляется сбоку от лазерного луча. Этот метод обеспечивает более равномерное распределение порошка по поверхности детали и может быть использован для создания покрытий с различными свойствами.












 Позвонить
Позвонить