Лазерная резка — передовой способ обработки материалов с помощью тепловой энергии лазерного луча. Благодаря своим возможностям метод подходит для раскроя всех металлов и многих неметаллических заготовок. Узнаем, какие материалы для лазерной резки, какими способами обрабатываются, чтобы получились детали с ровными краями и точными размерами.
Технология метода
Обработка материала лазерным лучом позволяет добиться высокой точности и качества поверхностей при изготовлении различных деталей. Это прецизионный вид обработки, который не требует последующего усовершенствования изделий. Лазерная резка применяется для металлов любой твердости и плотности, а также для дерева, пластика, композитов, оргстекла, камня, кожи, ткани и бумаги.
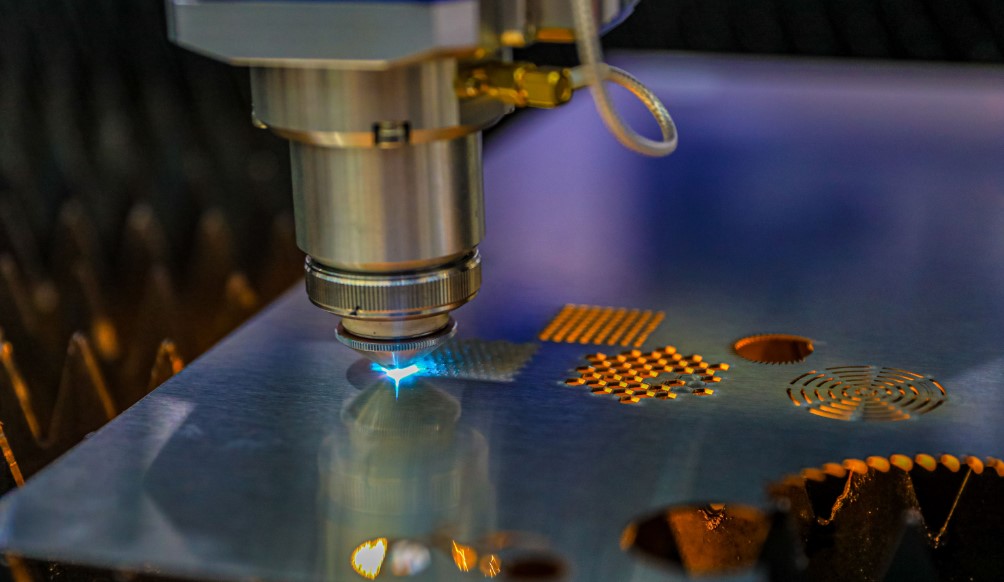
Резка происходит под воздействием направленной энергии лазерного луча. Поток энергии из источника проходит через систему оптики и подается через режущую головку станка на поверхность заготовки. Луч мощностью от 100 Вт мгновенно нагревает материал и плавит его либо испаряет. В помощь тепловой энергии подается струя газа, которая сдувает следы расплава с кромок, одновременно ускоряя резку и защищая линзы от раскаленных брызг.
плавление. Луч нагревает материал до температуры плавления, а когда расплав удаляется, остается чистый и ровный срез;
испарение. Материал нагревается лазером до точки кипения и испаряется по всей линии среза. Этот способ требует большего расхода энергии из-за большей температуры кипения;
горение. Возникает в среде кислорода. Окислительная реакция вызывает быстрый нагрев материала, поэтому раскрой происходит с большей скоростью, но менее аккуратно;
термораскалывание. Подходит для хрупких материалов и происходит в результате образования трещины после нагрева и последующего охлаждения заготовки.
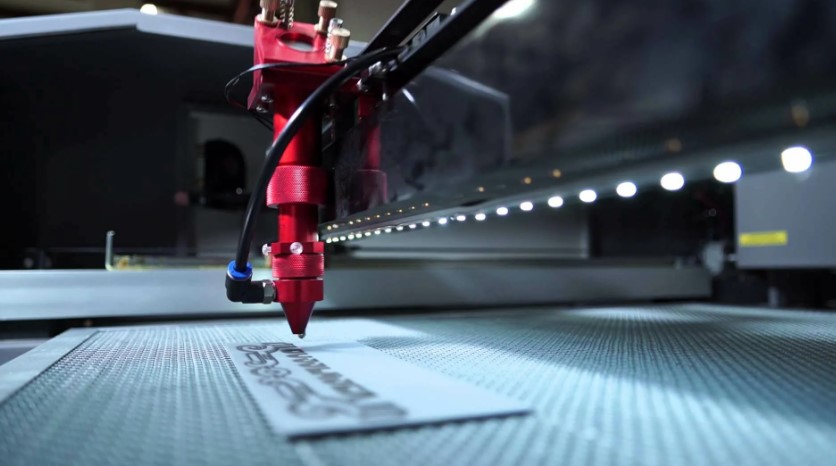
Процесс резки автоматизирован. Оператор загружает чертежи будущей детали в лазерный станок для резки материалов, который оборудован ЧПУ, настраивает параметры в соответствии со свойствами материала и закрепляет заготовку на рабочем столе. Для серийного производства современные аппараты автоматически подают материал на рабочий стол и очищают его поверхность от отходов.
Станки для лазерной обработки
Лазерный раскрой производится на специальном оборудовании с газовой, твердотельной или газодинамической рабочей средой. Эти типы лазерных установок имеют разный диапазон рабочих мощностей. Также они предназначены для обработки разных материалов.
Газовые лазеры. Среди них распространены углекислотные CO2-аппараты. Рабочая среда в них состоит из углекислого газа. При добавлении азота и гелия мощность излучения возрастает. В такой установке газ прокачивается через газоразрядную трубку, где он возбуждается с помощью постоянного тока или радиочастотного сигнала. Далее излучение усиливается благодаря специальным зеркалам.
Газовые лазеры с мощностью 50-100 Вт чаще других используются на небольших производствах. Они эффективно обрабатывают материалы, поглощающие инфракрасное излучение: фанеру, дерево, оргстекло, полистирол, бумагу, картон, пенополиуретан, пенокартон, двухслойные пластики, кожу, ткани, ПЭТ, резину.
Самые мощные, газодинамические лазеры в качестве рабочей среды используют углекислый газ, который ради получения тепловой энергии нагревается вспомогательным лазером до температуры от 700 до 2700 градусов по Цельсию и со сверхзвуковой скоростью прокачивается через узкий канал. Расширяясь и охлаждаясь, газ начинает излучать энергию мощностью до 100 кВт. Возможности газодинамического лазера востребованы на крупных промышленных производствах.
Твердотельные лазеры. В таких установках в осветительной камере находится твердый источник энергии: рубин, неодим, сапфир, алюмо-иттриевый гранат с присадкой неодима или иттербия. Как и в газовом лазере, с двух сторон стержня находятся отражающее и полупрозрачное зеркала, усиливающие и выпускающие луч из камеры к резаку, а оттуда к поверхности заготовки. В волоконных лазерах для усиления исходящего луча используется оптоволокно, а рабочим телом является полупроводниковый диод.
Возможности твердотельных лазеров применяют для раскроя неметаллических тонких и хрупких материалов. Они производят микрообработку поверхностей с точностью до 20 микрон. Волоконные лазеры имеют большую среднюю мощность и подходят для макрообработки металлов с точностью выше 1 мм.
Плюсы лазерных станков для современной промышленности очевидны. Они обеспечивают скорость, качество, сложность и экологичность обработки самых разных материалов. Их единственным недостатком является высокая цена и ограничения по толщине заготовок. Однако и они должны быть преодолены с развитием лазерных технологий.
Преимущества лазерной резки
Раскрой, гравировка и сварка различных материалов лазером становится все более популярной услугой благодаря множеству достоинств, которых нет у других распространенных способов обработки. Вот самые важных из них:
универсальность. На лазерных станках можно резать листовой металл и трубы, дерево, пластик, керамику, стекло, композиты. Оборудование подходит для сверления отверстий, в том числе мелких, и совершения операций любой сложности;
бесконтактность. Поскольку лазер не воздействует механически на заготовку и нагревает только зону среза, материал не деформируется и не ломается;
безотходность. Компьютерное моделирование деталей в ЧПУ станка позволяет экономно расходовать материал, практически не оставляя отходов;
экологичность. Отсутствие шума и вредных испарений при обработке большинства материалов;
скорость. Например, при мощности лазера 2 кВт достигается скорость обработки 20 м/мин;
точность. Лазерный луч раскраивает с точностью до 0,05 мм;
чистота. Края среза не имеют дефектов и не требуют дальнейшей обработки деталь готова к применению.
Достижение максимального эффекта от обработки лазером зависит от правильной настройки параметров согласно характеристикам материала и сложности работы.
Материалы, подходящие для обработки лазером
Эффективность лазерной резки и гравировки зависит от подбора материала. Углекислотные установки применяются для резки и гравировки большинства материалов, кроме металлов. Волоконные аппараты наоборот отлично подходят для раскроя металлических листов и труб. При этом лазером не стоит обрабатывать винил, ПВХ и тефлон, так как они испаряют токсичные вещества. Стекловолокно отражает свет и также выделяет ядовитые пары, пенополистирол и полипропилен начинают гореть, АБС и ПНД — тают. Подберем самые подходящие материалы для лазерной резки и гравировки и рассмотрим особенности их обработки.
Металлы и сплавы. Заготовки из листового металла и металлические трубы — “зона ответственности” волоконных лазеров. Они успешно преодолевают трудности, связанные с отражающей способностью металлов, и обеспечивают быструю и качественную обработку. Это может быть резка, перфорация, сварка и гравировка. На лазерных станках режут нержавеющую сталь, титан, алюминий, латунь, медь. Эта услуга востребована при изготовлении деталей для машиностроения, ракетостроения, авиастроения, автомобилестроения, судостроения, а также в медицине, дизайне, рекламе и ювелирном деле.
Дерево, фанера. Самые подходящие заготовки без сучков, имеют толщину от 10 до 12 мм и изготовлены из осины, тополя, ели, сосны. Для плотных твердых пород приходится применять большую мощность лазера, и края среза получаются более темными. Фанера для лазерной обработки должна быть без сучков, без желтизны, на качественном клее. Например, как сорт фанеры 2/2 толщиной 8-10 мм и с маркировкой ФК, для которого характерны темные кромки. Также лазер режет заготовки из МДФ, ПСБ и ламинированной ДВП.
Бумага, картон. Требуется резка и гравировка лазером на малой мощности. Главное, ровно разложить, крепко зафиксировать и кроить заготовки по одному слою, чтобы не пачкать края изделия. Цвет кромок будет желтоватым или коричневым. Лазерная резка по бумаге и картону используется для создания полиграфических изделий — открыток, визиток и приглашений.
Кожа, замша и текстиль. Для резки, гравировки этих материалов не нужна большая мощность луча, вырабатываемого CO2-лазером. Как и в случае с бумагой, нужно хорошо закрепить заготовку до 3 мм толщиной на рабочем столе станка и резать по одному слою, активно применяя поддув. Благодаря лазерной обработке из кожи, замши и текстиля можно изготовить одежду, аксессуары, украшения и сувениры.
Оргстекло, или Акрил. Популярный материал для обработки на лазерном станке благодаря своим свойствам и внешнему виду. Выбирая заготовку из акрила толщиной до 10 мм для раскроя лазером, можно получить аккуратный срез с едва заметными полосками. Оргстекло под воздействием луча не плавится, а испаряется, и продукты распада удаляются струей сжатого воздуха. Если резать на малой скорости, не подавая много газа, то края среза получаются зеркальными. Изделия из акрила применяются в рекламной индустрии и дизайне. Полиэфирное стекло обрабатывать немного сложней акрила, и по краям образуется облой.
Пластики. Обрабатываются на станке с углекислотным или волоконным лазером и по-разному ведут себя в процессе резки. У полистирола образуется облой на краях среза, а если его сдувать, то края станут шершавыми. ПЭТ, ПЭТФ, ПЭТГ хорошо переносят лазерную обработку, образуя немного облоя. Пластик с зеркальным или фольгированным слоем легко резать с усиленной подачей воздуха, установив заготовку зеркальным слоем вверх. Поликарбонат и слоистые пластики можно резать при толщине до 2 мм, но качество краев будет неважным. Полимерные пластики толщиной до 10 мм хорошо обрабатываются лазером. Заготовки из облицовочного пластика и термопластов должны быть не толще 2 мм, но резка потребует много усилий. Обработка лазером фторопласта имеет взрывной характер, и его можно резать только при работе мощной вытяжки. Такие теплоизоляторы, как пенополиуретан и поролон, подходят для раскроя лазером, но при толщине более 20 мм искажается линия среза.
Камень. Легко выполняется лазерная гравировка. Искусственный камень можно свободно резать при толщине до 12 мм при наличии акриловой подложки. Натуральный камень плохо поддается лазерной резке.
Резина. Материал режут на небольших станках для изготовления печатей, штампов, различных расходников для промышленных механизмов, для ковриков и накладок. Копоть, которая появляется во время работы, требует наличие мощной системы вытяжки и охлаждения станка.
Композиты. Лазерный станок отлично справляется с резкой, гравировкой и маркировкой композитных материалов. Если в заготовке используются металлы, применяется волоконный лазер. В любом случае важно настроить длину волны луча.
Керамика. Материал сложен для резки. Применяется метод термораскалывания на малой скорости. Больше подходит для крупных партий однотипных изделий.
Стекло. Для стекла также применимы термораскалывание и гравировка на маломощном углекислотном лазере. Можно использовать влажные салфетки или мыльный раствор при включении обдува для более качественного результата.
Перед раскроем крупной серии заготовок из материалов, более сложных для лазера, необходимо проведение тестовых резов. Поскольку, возможно, придется изменять настройки для эффективности обработки.
Выбор вспомогательного газа
Лазерная резка невозможна без технологического газа. Для этого способа обработки используют сжатый воздух, кислород, азот, аргон, гелий или смесь газов. Вещество подбирают с учетом свойств, которые он обнаруживает во время раскроя лазером. Учитывают и сочетаемость с качествами материалов.
Воздух. Самый простой и недорогой вариант вспомогательного газа для приемлемого качества среза. С помощью воздуха рекомендуется обрабатывать листовой металл толщиной до 3 мм. Воздух подходит для раскроя алюминия и его сплавов, углеродистой стали и латуни, а также для неметаллических материалов.
Кислород. Этот газ значительно ускоряет резку, хотя и оставляет не слишком ровные и чистые кромки. С кислородом можно резать заготовки более 3 мм в толщину из углеродистой и нержавеющей стали, легированных сталей.
Азот. Если воздух и кислород вызывают окислительную реакцию, образуя оксиды, затрудняющие резку, то химически нейтральный чистый азот позволяет производить обработку без деформации и изменения свойств материала, с высоким качеством среза. Азот применяется при обработке нержавеющей и других видов стали, алюминия, латуни.
Аргон. Инертный газ, так же как и азот, не вызывает химическую реакцию. Подходит для алюминия и титана.
Гелий. Используется для обработки алюминия и меди. Газ хорошо проводит тепло, как и эти металлы, и предотвращает окисление.
Расходные материалы
Кроме технологического газа, для обработки лазером требуются расходные материалы. Для резки и сварки нужны разные сопла и держатели сопла. Из оптических средств понадобятся линзы, зеркальные объективы, защитные стекла. Другие расходники — это керамические изоляторы (проставки), уплотнительные кольца, защитные коннекторы волокна, коаксиальный кабель, режущая головка.
Сопла — одинарные и двойные. Благодаря им газ приобретает форму потока, а лазерная головка оказывается защищенной от брызг.
Керамические проставки применяются для изоляции сопла от датчика слежения за поверхностью заготовки.
Защитные стекла из кварца оберегают от раскаленных брызг фокусирующую линзу и режущую головку.
Линзы и зеркала. Направляют и фокусируют лазерный луч, что обеспечивает высокую точность обработки.
Каковы преимущества лазера перед механической и плазменной резкой?
По сравнению с механической лазерная резка более точная. Она не загрязняет и не деформирует заготовку так, как это может сделать механическая резка. Кроме того, традиционному способу раскроя не поддаются некоторые металлы, например, алюминий. Плазменная резка расходует больше энергии и менее точная, но более экономически выгодна при обработке толстых заготовок.
Какие металлы подходят для лазерного раскроя?
Стали — углеродистая, оцинкованная, нержавеющая, легированная, жаропрочная, конструкционная,
Алюминий и сплавы,
Медь,
Латунь,
Бронза,
Титан,
Золото,
Серебро.
Что такое лазерная гравировка?
Это нанесение лазерным лучом объемных рисунков или надписей на поверхность различных предметов. Лазер нагревает материал по заданным линиям, и они меняют цвет, либо материал в этом месте испаряется. Буквы и изображения, выгравированные на предметах, не стираются и не теряют свой первоначальный вид.
Из каких деталей и механизмов состоит лазерный станок?
Лазерная трубка с держателем, рабочий стол, оптика, блок питания, вытяжка, контроллеры, чиллеры, резак, стабилизаторы, датчики, воздушный компрессор, поворотный механизм, рабочий стол.














 Позвонить
Позвонить